- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


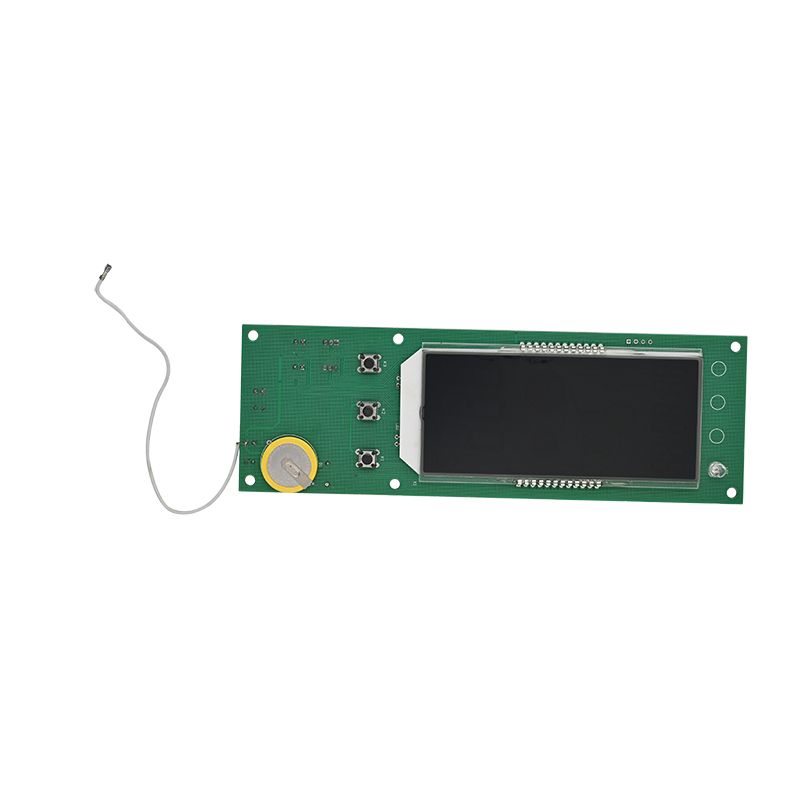
ilmastointilaite PCBA
Unixplore Electronics on kiinalainen yritys, joka on keskittynyt luomaan ja valmistamaan ensiluokkaisia ilmastointilaitteiden PCBA-levyjä vuodesta 2008 lähtien. Meillä on ISO9001:2015- ja IPC-610E PCB-kokoonpanostandardien sertifioinnit.
Malli:UE-205
Lähetä kysely
Tuotteen Kuvaus
Kuinka parantaa ilmastointilaitteen PCBA:n SMT-juottoprosessin ensipäästönopeutta
Unixplore Electronics on sitoutunut korkealaatuisten tuotteiden kehittämiseen ja valmistukseenIlmastointi PCBA OEM- ja ODM-tyypin muodossa vuodesta 2011 lähtien.
Harkitse seuraavaa, jos haluat parantaa ilmastointilaitteen PCBA:n SMT-juottamisen ensikierron nopeutta, eli parantaa juotoksen laatua ja tuottoa:
Optimoi prosessiparametrit:Aseta sopivat prosessiparametrit SMT-laitteille, mukaan lukien lämpötila, nopeus ja paine, varmistaaksesi vakaan ja luotettavan juotosprosessin ja välttääksesi lämmön tai nopeuden aiheuttamat juotosvirheet.
Tarkista laitteen tila:Tarkista ja huolla SMT-laitteet säännöllisesti normaalin ja vakaan toiminnan varmistamiseksi. Vaihda vanhentuneet osat nopeasti varmistaaksesi laitteen normaalin toiminnan.
Optimoi komponenttien sijoittelu:Kun suunnittelet SMT-kokoonpanoprosessia, sijoita komponentit järkevästi ottaen huomioon komponenttien välinen etäisyys ja suuntaus häiriöiden ja virheiden vähentämiseksi ilmastointilaitteen PCBA-juottoprosessin aikana.
Optimoi prosessiparametrit:Varmista komponenttien tarkka sijoitus ja sijoittelu käyttämällä asianmukaisia määriä juotospastaa ja SMT-laitteita tarkkaan juottamiseen.
Paranna työntekijöiden koulutusta:Tarjoa käyttäjille ammatillista koulutusta, jotta he voivat parantaa SMT-juottotekniikoitaan ja käyttötaitojaan, mikä vähentää käyttövirheitä ja juotoksen laatuongelmia.
Tiukka laadunvalvonta:Ota käyttöön tiukat laadunvalvontastandardit ja -prosessit, tarkkaile ja tarkasta juotoksen laatua kattavasti ja tunnista, säädä ja korjaa ongelmat ripeästi.
Jatkuva parantaminen:Analysoi säännöllisesti laatuongelmia ja vikojen syitä hitsausprosessin aikana, toteuta jatkuvia parannuksia, optimoi prosesseja ja menettelyjä sekä lisää juotoksen tuottoa ja tuotteen laatua.
Yllä olevat toimenpiteet kattavasti harkiten ja toteuttamalla voidaan tehokkaasti parantaa ilmastointilaitteen PCBA:n SMT-juotoksen saantoa, mikä varmistaa juotoksen laadun ja tuotteen laadun vakauden ja luotettavuuden.
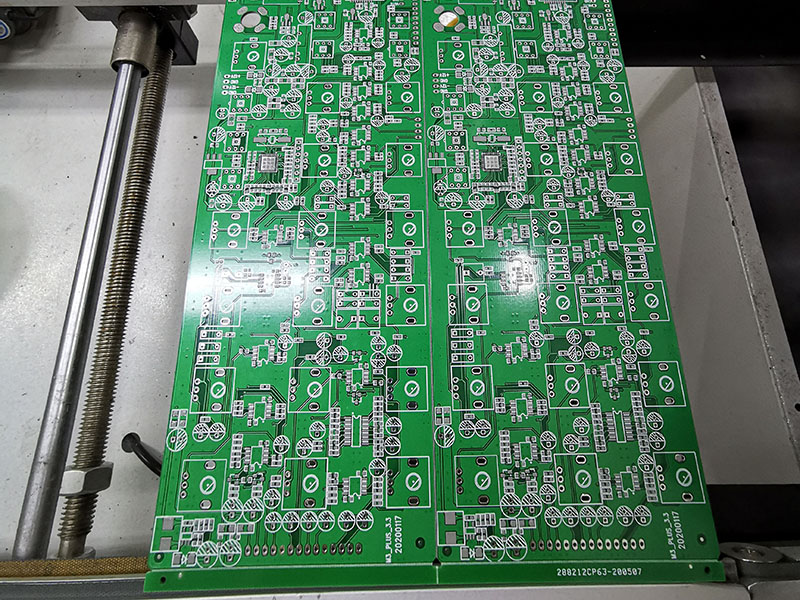
Ilmastointilaitteen PCBA valmistus
* Asiakkaan toimittama Gerber-tiedosto ja tuoteluettelo
* Paljaat piirilevyt valmistetaan, komponentit ostamme
* Piirilevyjen valmistus täysin kootuilla osilla
* 100 % toiminnallisesti testattu OK ennen toimitusta
* RoHS-yhteensopiva, lyijytön valmistusprosessi
* Nopea toimitus itsenäisellä ESD-paketilla
* Yhden luukun elektroninen valmistuspalvelu piirilevyjen suunnitteluun, piirilevyasetteluun, piirilevyjen valmistukseen, komponenttien hankintaan, piirilevyjen SMT- ja DIP-kokoonpanoon, IC-ohjelmointiin, toimintatestiin, pakkaamiseen ja toimitukseen
* Paljaat piirilevyt valmistetaan, komponentit ostamme
* Piirilevyjen valmistus täysin kootuilla osilla
* 100 % toiminnallisesti testattu OK ennen toimitusta
* RoHS-yhteensopiva, lyijytön valmistusprosessi
* Nopea toimitus itsenäisellä ESD-paketilla
* Yhden luukun elektroninen valmistuspalvelu piirilevyjen suunnitteluun, piirilevyasetteluun, piirilevyjen valmistukseen, komponenttien hankintaan, piirilevyjen SMT- ja DIP-kokoonpanoon, IC-ohjelmointiin, toimintatestiin, pakkaamiseen ja toimitukseen
* Piirilevyjen valmistus täysin kootuilla osilla
| Parametri | Kyky |
| Kerrokset | 1-40 kerrosta |
| Kokoonpanotyyppi | Läpireikä (THT), pinta-asennus (SMT), sekoitettu (THT+SMT) |
| Osan vähimmäiskoko | 0201(01005 Metric) |
| PCB-kokoonpanostandardit | 2,0 x 2,0 x 0,4 tuumaa (50 mm x 50 mm x 10 mm) |
| Komponenttipakettityypit | BGA, FBGA, QFN, QFP, VQFN, SOIC, SOP, SSOP, TSSOP, PLCC, DIP, SIP jne. |
| Pienin tyynyn nousu | 0,5 mm (20 mil) QFP:lle, QFN:lle, 0,8 mm (32 mil) BGA:lle |
| Vähimmäisjäljen leveys | 0,10 mm (4 mil) |
| Vähimmäisjäljitys | 0,10 mm (4 mil) |
| Minimiporan koko | 0,15 mm (6 mil) |
| Lautan enimmäiskoko | 18 tuumaa x 24 tuumaa (457 mm x 610 mm) |
| Laudan paksuus | 0,0078 tuumaa (0,2 mm) - 0,236 tuumaa (6 mm) |
| Lautan materiaali | CEM-3, FR-2, FR-4, High-Tg, HDI, alumiini, korkeataajuus, FPC, jäykkä flex, Rogers jne. |
| Pintakäsittely | OSP, HASL, Flash Gold, ENIG, Gold Finger jne. |
| Juotospastan tyyppi | Lyijytön tai lyijytön |
| Kuparin paksuus | 0,5 OZ – 5 OZ |
| Pienin tyynyn nousu | Reflow-juotto, aaltojuotto, manuaalinen juottaminen |
| Tarkastusmenetelmät | Automatisoitu optinen tarkastus (AOI), röntgen, visuaalinen tarkastus |
| Testausmenetelmät talon sisällä | Toiminnallinen testi, anturitesti, ikääntymistesti, korkean ja matalan lämpötilan testi |
| Käsittelyaika | Näytteenotto: 24 tuntia - 7 päivää, massaajo: 10 - 30 päivää |
| PCB-kokoonpanostandardit | ISO9001:2015; ROHS, UL 94V0, IPC-610E luokka ll |
Unixplore lisäarvoa tuottava EMS-palvelu
● IC-esiohjelmointipalvelu tiedostomuodossaHEX,ELFjaBIN.
● Ilmastointilaitteen PCBA Toiminnallinen testilaite, joka on räätälöity asiakkaan testivaatimusten mukaan
● Laatikon rakennuspalvelu, mukaan lukien muovi- ja metallikotelomuottien ja osien valmistus
● Mukautettu pinnoite, mukaan lukien selektiivinen lakkapinnoite, epoksihartsipinnoitus
● Johdinsarja ja kaapelikokoonpano
● Valmiiden tuotteiden kokoonpano, mukaan lukien laatikko, näyttö, kalvokytkin, etiketit ja räätälöity laatikko- tai vähittäismyyntipakkaus.
● Erilaisia kolmannen osapuolen PCBA-testejä on saatavilla pyynnöstä
● Tuotesertifiointiapu
● Ilmastointilaitteen PCBA Toiminnallinen testilaite, joka on räätälöity asiakkaan testivaatimusten mukaan
● Laatikon rakennuspalvelu, mukaan lukien muovi- ja metallikotelomuottien ja osien valmistus
● Mukautettu pinnoite, mukaan lukien selektiivinen lakkapinnoite, epoksihartsipinnoitus
● Johdinsarja ja kaapelikokoonpano
● Valmiiden tuotteiden kokoonpano, mukaan lukien laatikko, näyttö, kalvokytkin, etiketit ja räätälöity laatikko- tai vähittäismyyntipakkaus.
● Erilaisia kolmannen osapuolen PCBA-testejä on saatavilla pyynnöstä
● Tuotesertifiointiapu
PCBA:n tuotantomenettely
-

1.Automaattinen juotospastatulostus
-
2.juotospainatus tehty
-

3.SMT valinta ja paikka
-
4.SMT valinta ja paikka tehty
-
5.valmis reflow-juottoon
-
6.reflow juotos tehty
-
7.valmis AOI:lle
-

8.AOI-tarkastusprosessi
-

9.THT-komponenttien sijoitus
-

10.Lautan materiaali
-
11.THT-kokoonpano tehty
-

12.AOI:n tarkastus THT-kokoonpanoa varten
-

13.IC ohjelmointi
-
14.toimintatesti
-
15.QC-tarkastus ja korjaus
-
16.PCBA:n mukainen pinnoitusprosessi
-

17.ESD pakkaus
-

18.Valmiina lähetettäväksi
Pakkaus
PCBA:lle

Valmiille tuotteelle


Hot Tags: ilmastointilaite PCBA, Kiina, valmistajat, toimittajat, tehdas, räätälöity, halpa, laatu, edistynyt, CE, 1 vuoden takuu, hinta
Aiheeseen liittyvä luokka
Kodinkone PCBA
Industrial Control PCBA
Auton PCBA
Consumer Electronics PCBA
Lääketieteelliset laitteet PCBA
Turvajärjestelmä PCBA
Terveydenhuollon PCBA
LED-valaistus PCBA
IoT PCBA
Sähköinen puutarhatyökalu PCBA
Lähetä kysely
Ole hyvä ja lähetä kyselysi alla olevalla lomakkeella. Vastaamme sinulle 24 tunnin kuluessa.



















